

In the industrial apparel sector, a garment is not merely a uniform; it is a piece of safety equipment. When a seam bursts on an oil rig, or a sleeve shrinks by 5cm in a foundry, it is not a fashion faux pas—it is a functional failure that compromises worker safety and corporate reputation.
Statistics show that 70% of workwear returns are driven by four "silent killers": Uncontrolled Shrinkage, Color Variance (Shading), Poor Color Fastness, and Catastrophic Seam Failure. These issues stem from specific deficits in the Fabric Pre-Treatment and Garment Assembly phases.
This guide combines Part 1 (The Science of Defects) and Part 2 (Engineering Solutions) to provide a complete decision-making toolkit for identifying root causes and implementing permanent fixes in your supply chain.
Google Snippet: Quick Answer
The four most costly workwear quality issues—Shrinkage, Shading, Fading, and Seam Bursting—are preventable through engineering, not just inspection. Solutions include: 1) Mechanical Sanforization to lock fabric dimensions (<3% shrinkage), 2) Spectrophotometer readings (Delta E < 1.0) to eliminate color mismatch, 3) Vat Dyeing for superior UV/Wash fastness, and 4) Increasing Stitch Density (10–12 SPI) with high-tenacity core-spun threads to prevent blowouts.
1. The Cost of Quality Failure: The "Rule of 10"
In quality management, the "Rule of 10" states that the cost of fixing a defect increases tenfold at each step of the process.
- Fabric Stage: Detecting a shrinkage issue at the mill costs $0.10/yard to re-process.
- Sewing Stage: Detecting it after cutting costs $1.00/unit (wasted labor).
- Finished Goods: Detecting it at the warehouse costs $10.00/unit (sorting/re-packing).
- Customer Hand: Detecting it after delivery costs $100.00/unit (Returns, Shipping, Brand Damage, Admin).
The Strategy: Move detection upstream. Solve the problem at the molecular level (fiber/dye) before a needle ever touches the fabric.
2. Issue 1: Dimensional Instability (Shrinkage)
The Pathology
You issue a Size L coverall. After three industrial washes at 60°C, the sleeves ride up the forearm and the legs expose the ankles. The worker discards the garment.
- The Cause: Cotton fibers swell when wet and relax when dried. If the fabric was stretched under tension during weaving/dyeing and not "relaxed" back, it will snap back to its natural state in the user’s washing machine.
The Engineering Solution
- Sanforization (Mechanical Pre-Shrinking): The fabric is fed through a machine comprising a heated cylinder and a rubber belt. It mechanically compresses the fabric structure, forcing the shrinkage to happen before cutting.
- Heat Setting (Synthetics): For Poly/Cotton, the fabric is passed through a stenter frame at ~190°C. This "locks" the polyester memory, stabilizing the blend.
The Standard
- Acceptable Limit: +/- 3% (Woven), +/- 5% (Knits).
- Verification: ISO 5077 / ISO 6330. Require a "5-Cycle Wash Test Report" at the intended service temperature (e.g., 60°C or 75°C).
3. Issue 2: Color Variance (The "Tuxedo Effect")
The Pathology
A worker wears a jacket and trousers from the same supplier. Under sunlight, the jacket looks Navy Blue, but the trousers look Purple-Navy. This is "Metamerism" or simple Dye Lot Variance.
- The Cause: Mixing fabric rolls from different dye batches (lots) in the same shipment, or poor dye formulation consistency.
The Engineering Solution
- The "Delta E" Metric: Visual checks are subjective. Use a Spectrophotometer to measure the color distance between the Standard (Lab Dip) and the Bulk Fabric.
- Target: Delta E (CMC) < 1.0 (Commercially Match).
- Roll Mapping: In the cutting room, ensure that all panels for a single garment come from the same layer/roll of fabric. Number every cut piece to prevent mixing.
- Light Source Standardization: Ensure all approvals happen under D65 (Artificial Daylight) lighting conditions to prevent metamerism.
4. Issue 3: Color Fastness (Fading & Bleeding)
The Pathology
- Crocking: A worker sits on a white car seat, and the blue dye rubs off onto the leather.
- UV Fade: A High-Vis Orange vest turns pale yellow after 2 months outdoors, failing safety compliance.
- The Cause: Using cheap Direct Dyes or Reactive Dyes without proper fixation agents. The dye molecule sits on the fiber rather than bonding in it.
The Engineering Solution
- Vat Dyeing (Indanthrene): The gold standard for workwear. Vat dyes are insoluble in water once fixed. They resist industrial bleaching, boiling water, and intense UV radiation.
- Cost: Adds ~$0.50/yard, but doubles lifespan.
- Double Soaping: An aggressive wash process at the mill to remove all loose surface dye before the fabric is finished.
The Standard
- Light Fastness: ISO 105-B02 (Target: Grade 5-6).
- Rubbing (Crocking): ISO 105-X12 (Target: Grade 4 Dry / Grade 3-4 Wet).
5. Issue 4: Structural Integrity (Seam Failure)
The Pathology
"Crotch Blowout." The fabric is intact, but the seam has burst open. Or, the pocket rips away from the jacket body when a tool is inserted.
- The Cause: Low Stitch Density (SPI), weak thread tension, or insufficient reinforcement (lack of bar-tacks).
The Engineering Solution
- Stitch Density: Increase from the standard 8 SPI (Stitches Per Inch) to 10–12 SPI. More stitches = more friction = stronger seam holding power.
- Thread Selection: Replace "Spun Polyester" thread with "Poly-Poly Core Spun" thread (e.g., Coats Epic). This thread has a high-tenacity filament core for strength and a cotton-feel wrap to grip the fabric.
- Bar-Tacking: A dense zig-zag stitch (28-42 stitches in 1cm) placed at all high-stress points: pocket corners, belt loops, fly base, and crotch join.
6. Case Study Comparisons: The "Economy" vs. "Engineered" Spec
| Feature | Economy Spec (The Problem) | Engineered Spec (The Solution) | Outcome |
|---|---|---|---|
| Dye Class | Reactive Dye | Vat Dye (Green Label) | Color lasted 50+ industrial washes vs. 15 washes. |
| Shrinkage | Mill Finish (Chemical only) | Sanforized + Heat Set | Shrinkage reduced from 7% to 1.5%. |
| Stitching | 8 SPI, Single Stitch | 12 SPI, Triple Needle Chain | Seam burst strength increased from 200N to 550N. |
| QC Protocol | End-of-Line Visual | Inline Traffic Light System | Defect rate dropped from 5% to 0.5%. |
7. Root Cause Analysis Table (Diagnostic Tool)
Use this table when you receive a defective garment to diagnose the origin.
| Defect | Appearance | Likely Root Cause | Corrective Action |
|---|---|---|---|
| Pilling | Small fuzzballs on surface. | Short-staple cotton or low-twist yarn. | Switch to Combed Ring-Spun yarn; add Singeing process. |
| Seam Slippage | "Ladder" gaps at seams. | Low SPI or loose thread tension. | Increase SPI to 12; use "Safety Stitch" overlock. |
| Torquing | Side seams twist around leg/body. | Fabric cut off-grain or high knit spirality. | Check skew/bowing at fabric inspection; relax fabric before cutting. |
| Zipper Wave | Zipper looks like a roller coaster. | Zipper tape shrank less/more than fabric. | Use Pre-Shrunk Zipper Tapes matching fabric shrinkage. |
8. Buyer Checklist for Quality Prevention
Phase 1: Material Approval
- [ ] Lab Dip: Approved under D65 light? Delta E data provided?
- [ ] Physicals: 5-wash shrinkage report <3%? Pilling Grade 4?
- [ ] Chemicals: Oeko-Tex 100 certificate valid?
Phase 2: Construction Spec
- [ ] Seams: Is "Triple Stitched Inseam" specified in the Tech Pack?
- [ ] Reinforcement: Are bar-tack locations explicitly marked on the drawing?
- [ ] Thread: Is "Core Spun High Tenacity" specified?
Phase 3: Production Control
- [ ] Inline Inspection: Is the factory checking every 2 hours?
- [ ] Pull Test: Are buttons tested to 90 Newtons force?
- [ ] Needle Policy: Is broken needle discipline enforced?
9. Frequently Asked Questions (FAQ)
Q1: Why is Vat Dye more expensive? A: The dye stuff itself costs more, and the process requires higher energy (reduction and oxidation baths). However, it saves money long-term by extending garment life by 200%.
Q2: Can I fix shrinkage after the garment is made? A: No. Once cut and sewn, the dimensions are set. If the fabric wasn’t Sanforized, the garment is doomed. You must control this at the fabric mill stage.
Q3: Does higher SPI (more stitches) damage the fabric? A: It can, if the needle is too thick. For 12 SPI, ensure the factory uses a Size 90 or 100 Ball-Point Needle to part the fibers rather than cut them. This prevents "needle cutting."
Q4: How do I test for pilling quickly? A: There isn’t a quick fix, but the Martindale Pilling Test (2,000 cycles) is the industry standard. A quick field test is rubbing the fabric face-to-face vigorously for 60 seconds; if it fuzzes immediately, reject it.
Q5: What is the best blend for durability? A: 65% Polyester / 35% Cotton is the industrial sweet spot. The polyester provides strength and color retention; the cotton provides comfort. 100% Cotton is comfortable but mechanically weaker.
10. Conclusion
Quality issues in workwear are rarely "accidents." They are the predictable results of skipping steps in the manufacturing physics.
- Shrinkage is a failure of Sanforization.
- Fading is a failure of Dye Selection.
- Bursting is a failure of Stitch Density.
By understanding these Hidden Quality Indicators and writing them into your purchase contracts, you transform your procurement from a game of chance into a system of engineering. You stop buying "garments" and start buying performance guarantees.
Solve the problem at the mill, and you won’t face it at the site.
📩 Need a Technical Audit of your current workwear specs? We specialize in forensic textile analysis and defect prevention strategies. Email: [email protected] 🌐 www.workwearsolutions.net

 Architecting Resilience: Single Sourcing vs. Dual Sourcing Strategies in Global PPE Procurement2026年4月30日Executive Summary In the complex landscape of industrial […]
Architecting Resilience: Single Sourcing vs. Dual Sourcing Strategies in Global PPE Procurement2026年4月30日Executive Summary In the complex landscape of industrial […] Pattern Grading for Global Bodies: The Engineering of Anthropometric Fit in Industrial Workwear2026年4月29日In the highly regulated landscape of industrial Personal […]
Pattern Grading for Global Bodies: The Engineering of Anthropometric Fit in Industrial Workwear2026年4月29日In the highly regulated landscape of industrial Personal […] The “Light Box” Inspection: Deconstructing Fabric Defect Diagnostics and the 4-Point Quality System2026年4月28日The structural integrity and visual uniformity of […]
The “Light Box” Inspection: Deconstructing Fabric Defect Diagnostics and the 4-Point Quality System2026年4月28日The structural integrity and visual uniformity of […] The Engineering of Waterproof Breathable Workwear: A Forensic Analysis of PU Coatings vs. PTFE Membranes2026年4月24日The selection of waterproof foul-weather gear in industrial […]
The Engineering of Waterproof Breathable Workwear: A Forensic Analysis of PU Coatings vs. PTFE Membranes2026年4月24日The selection of waterproof foul-weather gear in industrial […]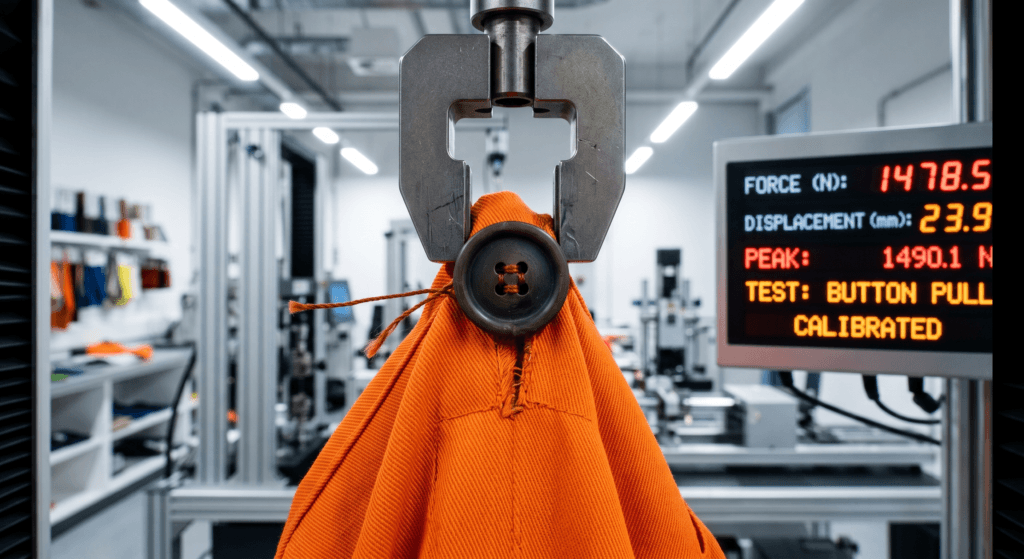 The “Button Pull” Test Protocol: Engineering Fastener Security to Mitigate Industrial Machinery and Choking Hazards2026年4月22日The “Button Pull” Test Protocol: Engineering […]
The “Button Pull” Test Protocol: Engineering Fastener Security to Mitigate Industrial Machinery and Choking Hazards2026年4月22日The “Button Pull” Test Protocol: Engineering […] Fabric Shrinkage in Industrial Workwear: The Sanforization Secret and the Physics of Dimensional Stability2026年4月18日Executive Summary In the global industrial workwear and […]
Fabric Shrinkage in Industrial Workwear: The Sanforization Secret and the Physics of Dimensional Stability2026年4月18日Executive Summary In the global industrial workwear and […]